




Step 1 of 4
Powder Preparation & Loading
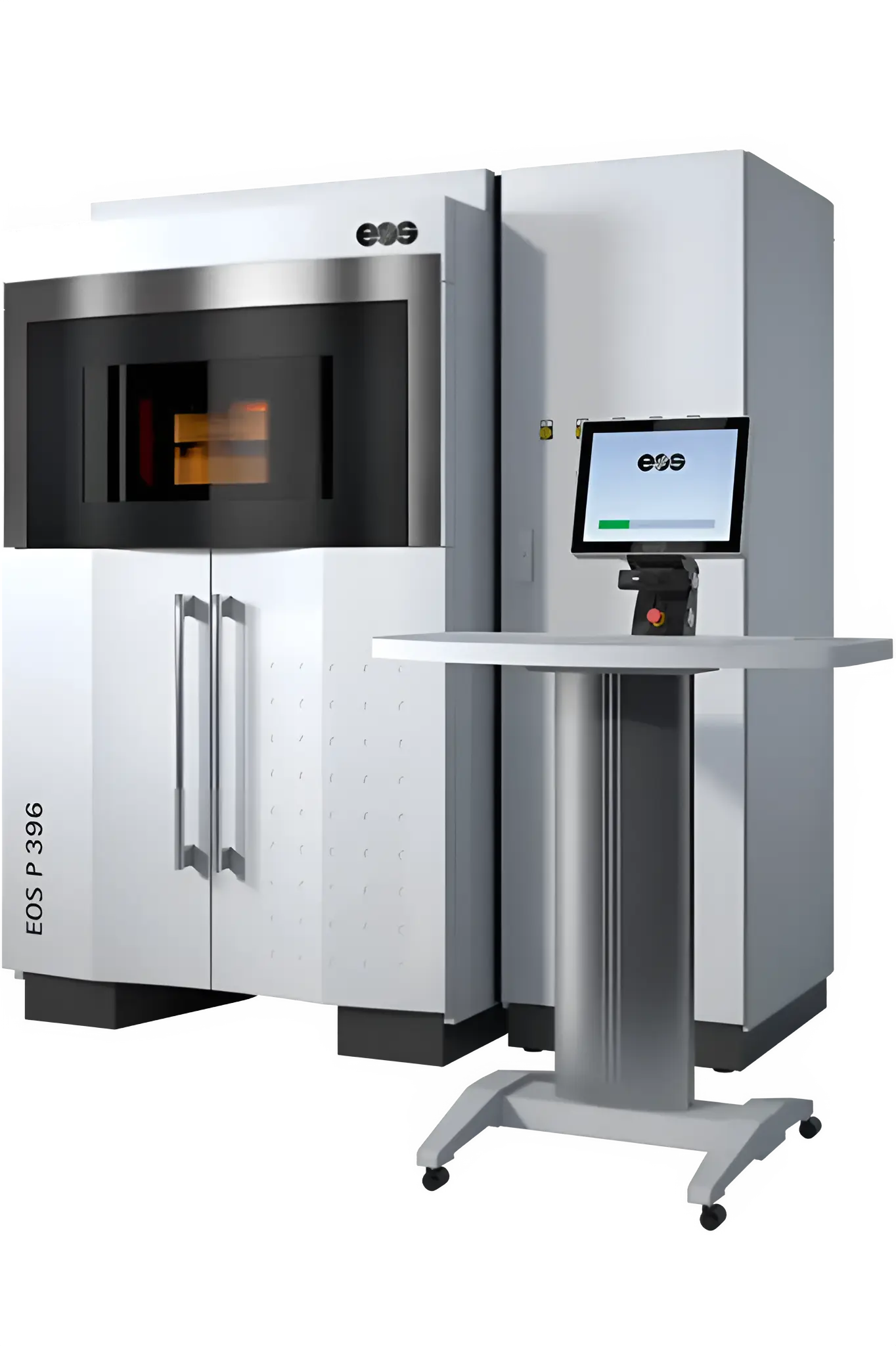
Fresh nylon powder is loaded and preheated to optimal temperature. The build chamber is filled with nitrogen atmosphere.
- Build Volume
- 340 × 340 × 600 mm
- Temperature
- 185°C
- Atmosphere
- Nitrogen Inert
- Refresh Rate
- 50%